Hva er kjelefinnede rør og hvordan fungerer de?
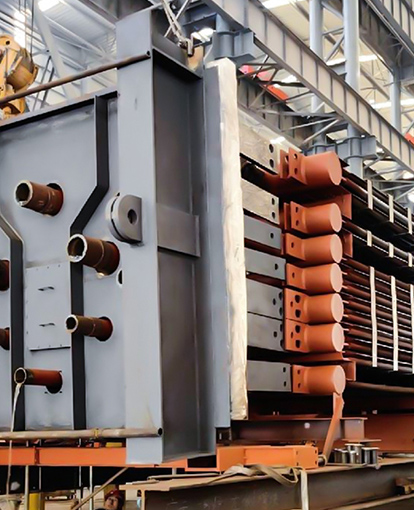
Kjele ribberør er varmeoverføringskomponenter utstyrt med utvidede overflatefinner langs ytterveggene, designet for å dramatisk øke hastigheten på varmevekslingen mellom varme røykgasser og væsken som strømmer inne i røret. Ved å utvide det effektive kontaktområdet - noen ganger med en faktor på 5 til 10 ganger sammenlignet med et vanlig rør — ribbede rør lar kjeler trekke ut mer energi fra forbrenningsgasser før de går ut av stabelen, noe som direkte forbedrer den termiske effektiviteten.
Driftsprinsippet er enkelt: varme gasser passerer over overflaten med ribber og overfører varme både til finnene og til bunnrørsveggen. Finnene leder denne varmen innover til røret, hvor den absorberes av vann, damp eller et annet varmeoverføringsmedium. Geometrien, materialet og finnedensiteten er alle konstruert for å balansere varmeoverføringsytelsen mot trykkfall og begroingsmotstand.
Nøkkeltyper av finnede rør som brukes i kjeleapplikasjoner
Ulike kjeledesign og driftsforhold krever forskjellige finnekonfigurasjoner. De mest spesifiserte typene inkluderer:
- Spiralformede (spiral) finnede rør — En kontinuerlig stripefinne viklet spiralformet rundt basisrøret. Mye brukt i economizers og luftforvarmere på grunn av deres jevne finneavstand og strukturelle integritet under termisk sykling.
- Langsgående finnede rør — Finner som går parallelt med rørets akse, foretrukket der gasstrømmen er parallell med rørlengden eller der drenering av kondensat er kritisk.
- Piggrør — Individuelle stendere sveiset på røroverflaten, brukt i miljøer med høy temperatur og høy aske som for eksempel biomasse- og spillvarmekjeler der kontinuerlige finner vil samle aske og tette gasspassasjer.
- H-Type (HH) Finnede rør — Firkantede eller rektangulære finnepaneler sveiset til røret i par, og gir et stort overflateareal med relativt brede gassbaner for å motstå begroing i kullfyrte verktøykjeler.
- Ekstruderte finnerør — Produsert ved å mekanisk deformere en ytre hylse til finner rundt basisrøret, oppnå utmerket metallurgisk kontakt og brukes der korrosjonsmotstand er avgjørende.
Valg av riktig type avhenger av temperatur på gasssiden, tilsmussingstendensen til drivstoffet, trykk på rørsiden og den nødvendige tilnærmingstemperaturen mellom gassutløpet og matevannsinnløpet.
Materialeer: Tilpasse metallurgi til driftsforhold
Materialvalg er en av de mest konsekvensbeslutninger i spesifikasjonen for ribberør. Baserøret og finnen må tåle vedvarende eksponering for høye temperaturer, etsende røykgassbestanddeler (SO₂, HCl, NOₓ) og trykksykling - ofte samtidig.
| Material | Maks kontinuerlig temp. | Typisk applikasjon |
|---|---|---|
| Karbonstål (SA-179 / SA-192) | ~450 °C | Økonomerer, lavtemperatur luftforvarmere |
| Legert stål (T11, T22) | ~580 °C | Overheter og ettervarmesoner |
| Rustfritt stål (304, 316, 321) | ~700 °C | Etsende gassstrømmer, avfallsforbrenningskjeler |
| TP347H / Super 304H | ~750 °C | Ultra-superkritiske (USC) kjeler |
| Nikkellegeringer (Inconel 625, 825) | >800 °C | Miljøer med høyt klor eller høyt svovelinnhold |
Finnematerialet trenger ikke alltid å matche basisrøret. En vanlig sammenkobling i economizer-tjenesten er et baserør i karbonstål med solide ribber i rustfritt stål, som motstår duggpunktkorrosjon på den ytre overflaten samtidig som råvarekostnadene holdes under kontroll.
Fingeometriparametre og deres effekt på ytelse
Termiske ingeniører optimaliserer fire primære geometriske variabler når de spesifiserer ribberør for en kjeleseksjon for varmegjenvinning:
- Finnehøyde (h) — Høyere finner gir mer overflate, men øker trykkfallet på gasssiden og reduserer finneeffektiviteten. Høyder varierer vanligvis fra 6 mm til 25 mm i brukskjeler.
- Finnetykkelse (t) — Tykkere finner leder varme mer effektivt og motstår erosjon, men øker vekt og kostnader. Verdier mellom 2 mm og 4 mm er vanlige for sveisede ribber i karbonstål.
- Fin Pitch (p) — Nærmere stigning (flere finner per meter) øker det totale overflatearealet, men begrenser gassbanen, noe som akselererer begroing. For drivstoff med høyt askeinnhold er stigninger på 80–120 finner/m typiske; rene gassstrømmer kan bruke 200–300 finner/m.
- Finneeffektivitet (η) — Et beregnet dimensjonsløst forhold som sammenligner faktisk varme som overføres av finnen med hva en perfekt, isotermisk finne ville overføre. Verdier over 0,85 er generelt målrettet for å sikre at den utvidede overflaten gir reell fordel.
Sagte (hakk) spiralformede finner spesifiseres i økende grad i HRSG (Heat Recovery Steam Generator)-applikasjoner fordi den avbrutte finneoverflaten forstyrrer gassgrenselaget, og forbedrer den konvektive varmeoverføringskoeffisienten med 10–20 % i forhold til solide finner med identisk geometri, uten en proporsjonal økning i trykkfall.
Fremstillingsmetoder: Hvordan finnene er festet
Bindingen mellom finne og rør er kritisk. Dårlig termisk kontakt ved skjøten – forårsaket av hull, oksidlag eller utilstrekkelig sammensmelting – skaper en grensesnittmotstand som kan eliminere det meste av effektiviteten som finnen ble tilført for å gi. De viktigste vedleggsmetodene er:
- Høyfrekvent motstandssveising (HFW/HF-ERW) — Bransjestandarden for spiralfinner. En høyfrekvent elektrisk strøm konsentreres ved kontaktpunktet finne-til-rør, og skaper en smiesveis uten tilsatsmetall. Produserer en kontinuerlig, metallurgisk bundet skjøt med kontaktmotstand som nærmer seg null.
- Nedsenket buesveising (SAW) — Brukes til H-type og andre tykke, diskrete finner. Gir robust mekanisk styrke og er godt egnet for tungveggede rør i høytrykksapplikasjoner.
- Lodding — Brukes på ribberør av aluminium og kobber som brukes i lavtemperatur-, lavtrykkskjelehjelpemidler som luftforvarmere og oljekjølere.
- Mekanisk spenningsvikling (L-fot eller G-type) — Finnestripen er formet med en fot som vikler seg rundt røret under spenning. Lavere kostnad, men utsatt for kontaktmotstandsvekst etter gjentatt termisk sykling; generelt begrenset til ikke-kritiske tjenester under 250 °C.
Bruksområder på tvers av kjelesystemer
Finnede rør brukes over hele kjeleøya, og hvert sted byr på forskjellige termiske og mekaniske utfordringer:
- Economizers — Gjenvinne varme fra røykgass for å forvarme kjelens fødevann, noe som reduserer drivstofforbruket. Dette er det høyeste volumapplikasjonen for spiralformete ribber av karbonstål globalt.
- Overhetere og ettervarmere — Kjør ved de høyeste rørtemperaturene i kjelen. Finnede rør her er vanligvis legert stål eller austenittisk rustfritt stål med ribber med bred stigning for å håndtere temperaturer på gasssiden og minimere kryprisiko.
- HRSG-er (varmegjenvinningsdampgeneratorer) — Kraftverk med kombinert syklus er nesten utelukkende avhengig av ribberørbunter for å trekke ut varme fra gassturbineksos. HRSG-moduler er den største enkeltapplikasjonen etter antall rør for taggete ribberør.
- Avfallsvarmekjeler (WHBs) — Installert nedstrøms industrielle prosesser (sementovner, glassovner, kjemiske reaktorer) for å konvertere avfallstermisk energi til brukbar damp eller elektrisitet.
- Biomasse og avfall-til-energi kjeler — Høyklorholdige røkgasser med høyt alkalisk innhold krever korrosjonsbestandige legeringer og bredere finnestigninger eller pigggeometrier for å forhindre begroing og korrosjon.
Kvalitetsstandarder og inspeksjonskrav
Kjelfinnerør beregnet for trykkservice må samsvare med anerkjente koder og være underlagt streng kvalitetssikring. Viktige referansestandarder inkluderer:
- ASME seksjon I — Regler for bygging av kraftkjeler, herunder materialkvalifisering for trykkholdige komponenter.
- ASTM A-179 / A-192 / A-213 — Materialspesifikasjoner for basisrør for sømløse kjelerør av karbonstål og legert stål.
- EN 10216-2 — Europeisk ekvivalent standard for sømløse stålrør for trykkformål ved høye temperaturer.
- Hydrostatisk testing — Hvert rør er trykktestet for å verifisere sveise- og rørintegritet før forsendelse.
- Eddy Current Testing (ECT) — Ikke-destruktiv undersøkelse for å oppdage sprekker, sveisehull og anomalier i veggtykkelse, spesielt i finnesveisesonen.
Tredjepartsinspeksjon av organer som TÜV, Bureau Veritas eller Lloyd's Register er rutinemessig påkrevd på store kraftverks- og HRSG-kontrakter, som dekker fabrikksertifikater, dimensjonskontroller, sveisekvalitet og hydrotestede holdepunkter.
Vedlikehold, begroing og levetid
Selv de best utformede ribberørene krever en vedlikeholdsstrategi. Tilsmussing - akkumulering av aske, sot eller mineralbelegg på finneflater - øker den termiske motstanden på gasssiden og øker røykgassutløpstemperaturen, som begge reduserer kjelens effektivitet. Et 1 mm askelag på overflater med ribber kan redusere varmeoverføringseffektiviteten med 8–15 % i typisk kjeletjeneste.
Effektive strategier for begroinghåndtering inkluderer:
- Sot som blåser med damp eller trykkluft under drift
- Akustisk rengjøring (lydhorn) for tørre, lette avleiringer
- Vannvasking under planlagte driftsstanser for tunge mineralbelegg
- Optimalisering av finnestigning på designstadiet for å matche forventet askebelastning
Med riktig materialvalg og forebyggende vedlikehold oppnår sveisede spiralformete ribberør i rengass-service rutinemessig levetid som overstiger 20 år . I aggressive miljøer som forbrenning av kommunalt fast avfall, kan planlagte erstatningssykluser på 8–12 år være mer realistiske.